A026-如何在復合設備上計算上膠量
眾所周知,上膠量控制是整個復合工藝最重要的環節之一,上膠量偏大或偏小都可能會給復合產品帶來影響,造成復合膜出現復合白點、氣泡、膠點、收卷滑卷等問題。
上膠量的計算都多種方法,其方法、精度和適用場合各不相同,其中通過設備運行參數計算實際上膠量是常用的方法之一。
通澤無溶劑復合設備提供了這樣的功能,用戶可以利用設備參數精準地進行上膠量計算,基本方法就是:以混膠機出膠總量和設備復合米數來計算實際的平均上膠量。
- 計算上膠量的方法和步驟
計算上膠量可按方法和步驟進行:
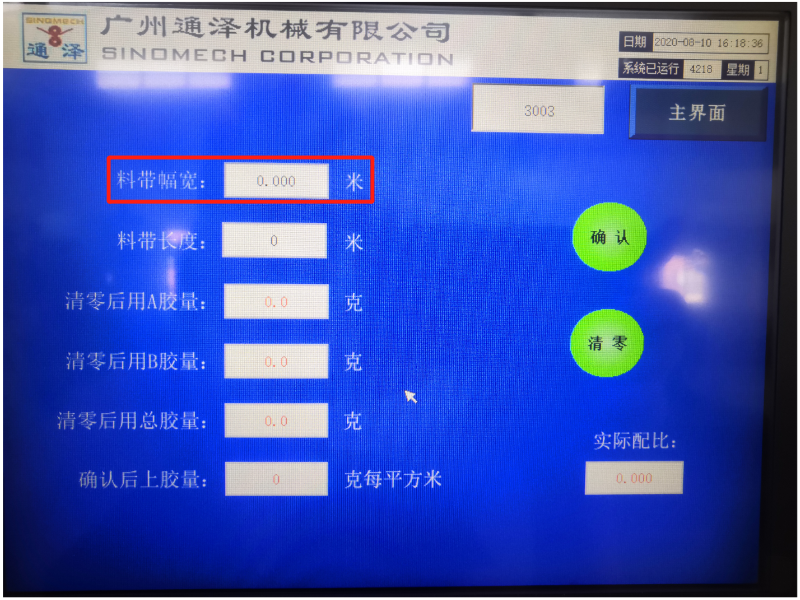
1、設備運行前,在“料帶幅寬”輸入勻膠輥寬度(如圖1紅框所示);
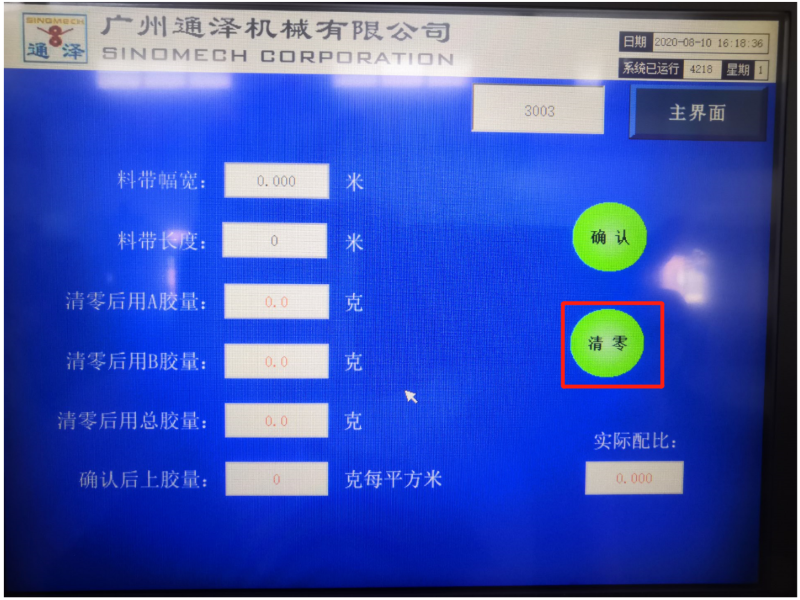
2、運行混膠機,打膠,等待膠槽到達設定液位,混膠機自動停止打膠,此時點擊“清零”(如圖2紅框所示);
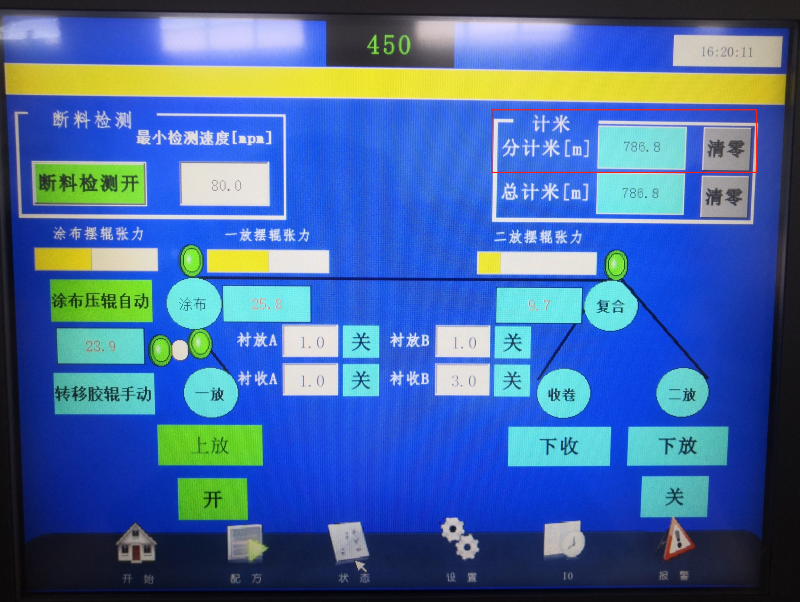
3、點擊“清零”,清零分計米(見圖3);
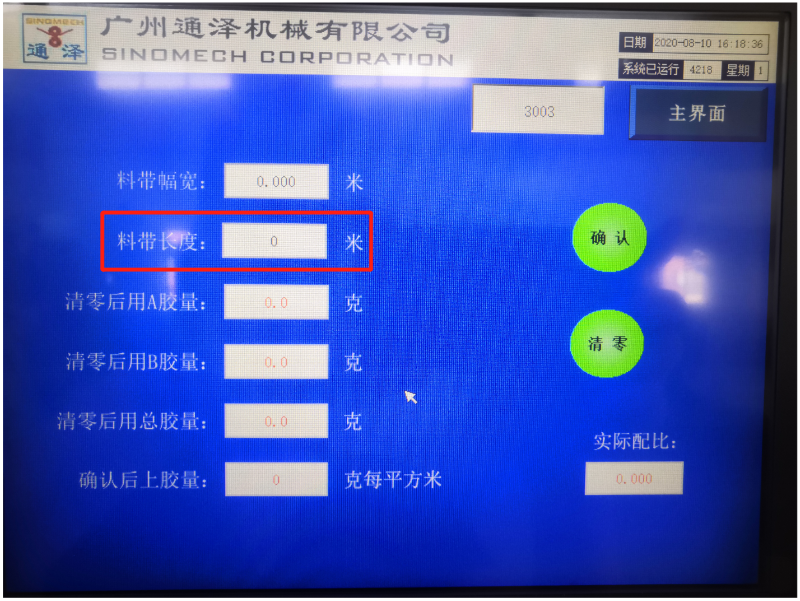
4、當混膠機再次啟動打膠至自動停止時,在“料帶長度”輸入設備上此時顯示的分計米(如圖4紅框所示);
5、點擊“確認”(如圖5紅框所示)(注:每一次混膠機打膠后,都可以重復此操作,以便獲得更精準的上膠量);
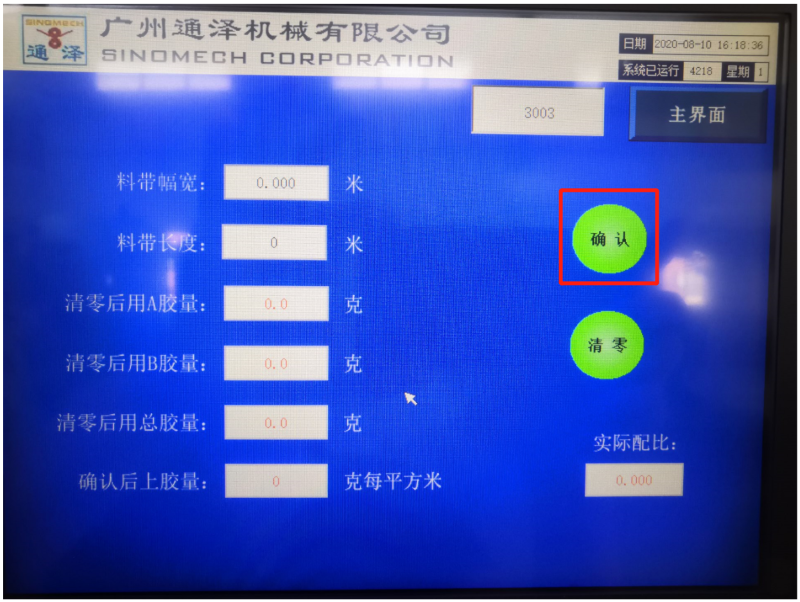
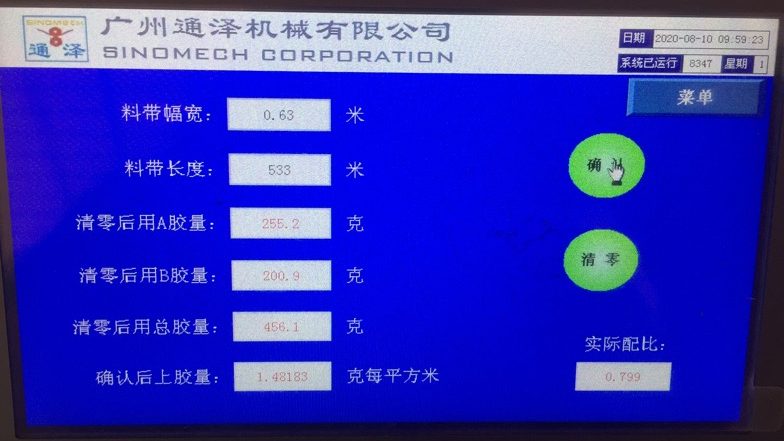
6、上膠量計算結果顯示示例(見圖6)
- 實操建議
1. 驗證和微調
在混膠機每次重新啟動工作、或在每次復合膜完成第一卷時,都建議進行上膠量計算。
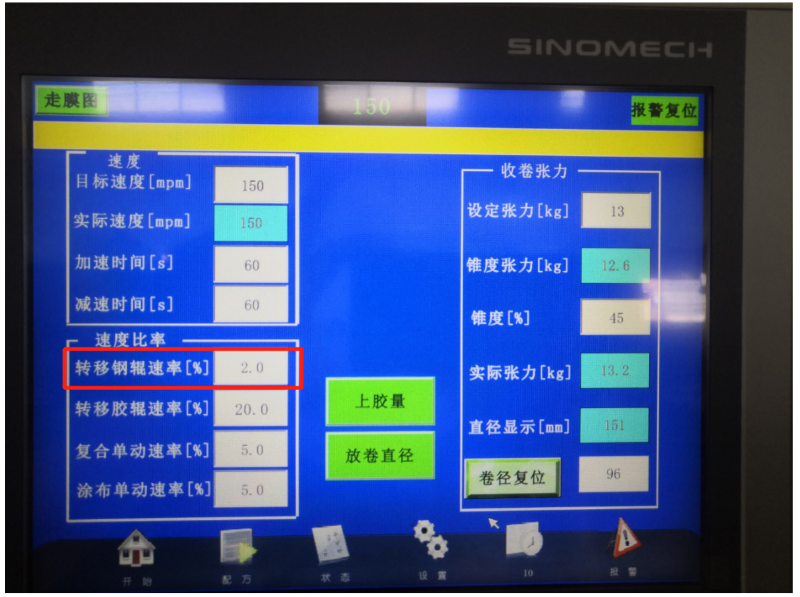
上膠量偏大或偏小都可通過調節“轉移鋼輥速率”去進行微調,從而達到精確控制(如圖7所示)。
在確認“轉移鋼輥速率”和上膠量符合要求后,則可不再需要進行調整。在條件許可時,仍建議最少每一卷復合膜核算一次上膠量,可在復合膜下機前最后一次混膠機打膠后執行此操作。
2. 搞清上膠量的影響因素
上膠量受諸多因素的影響,例如存膠輥與計量鋼輥的徑向圓跳動量誤差、勻膠輥壓力大小、勻膠輥硬度高低、膠水粘度大小、鋼輥溫度高低、基材類型等因素。
在線直接輸入涂布量獲得產品合適上膠量在目前看來并不現實。目前,本文推薦的方法,對用戶來說是最簡易且行之有效的方法。但須牢記:這個上膠量是一個計算的平均值!
(供稿 蔡創鎮)