A011-再論工作粘度對無溶劑復合全過程的影響
本文立足于用數字化方法分析膠黏劑粘溫特性對無溶劑復合工藝全過程的重要影響。隨著無溶劑復合工藝的不斷推廣普及,膠黏劑的工作粘度正變得日益重要,它已經成為是理解無溶劑工藝特性、優化工藝參數、預防和處理相關質量事故的關鍵,值得所有研發、所有操作和管理人員高度關注。
所謂數字式粘溫特性,簡單地說就是指數字化方式表征的膠黏劑粘度隨溫度變化的規律。如下表所示。
表?某典型雙組分膠(A膠和B膠)數字化特性參數表
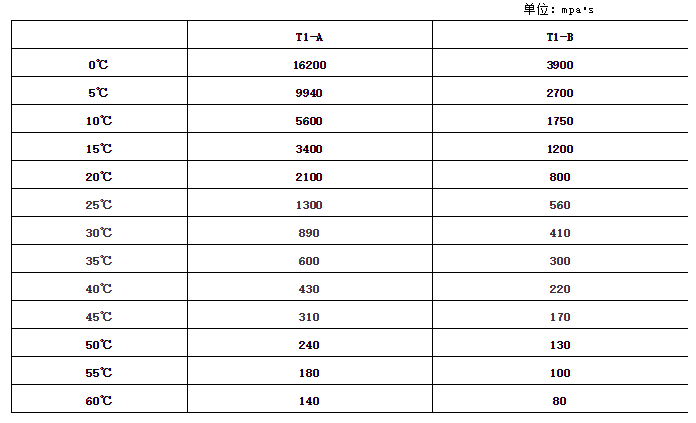
從上表可以看出,在不同溫度下,兩種膠液的粘度數據相差很大;而即使在同樣溫度下,兩種膠液的粘度可以相差最高約4倍。
通過數字粘度我們可以很好地分析它對混膠、涂布和復合的影響。實踐證明,其它影響程度遠超出了大多數人的想象。下面分析提到的粘度實際上都是我們常常說的工作粘度。
一、粘度對雙組分膠混合均勻性的影響
粘度對雙組分混合均勻性的影響主要體現在兩種膠液粘度值差過大時會無法實現均勻混合。
兩種膠液粘度越接近,其混合均勻性越好。這是由靜態混合管工作原理所決定的。
自動混膠機都有A膠和B膠的加熱和溫控系統,而且是相互獨立操作和自動控制的,其目的就是將使兩組分膠液的工作粘度始終控制在一個適當范圍內,以便于充分均勻的混合。
但是,在現實生產中,混膠作業時常出現某些問題,究其原因主要還是與雙組分膠的工作粘度偏離正常范圍有關。
常見的不正常主要有兩種現象:
1)工作溫度設定不合理或設定錯誤
雙組分膠廠家都會為用戶推薦A膠和B膠的工作溫度區間,二者獨立且通常溫度上下限都不一樣的。實際生產時的問題可能是如下原因引起的:
首先,正因為A膠和B膠工作溫度可獨立設定,可能會留下某種隱患。雖然兩者的設定值都在推薦范圍內,但如果操作人員分別選定了極限值,實際兩者的工作溫度就不在優化區間,甚至可能已經偏離了穩定工作區。
其次,一般說明書都沒有對什么條件下使用上限或下限做出明確規定。由用戶根據經驗確定,更沒有工作粘度參考說明。對缺乏經驗的用戶可能出現更嚴重的設置錯誤,A膠B膠溫度高低倒置,產生批量廢品。
2)低溫時節預熱不充分導致混合時A膠和B膠粘度懸殊
在低溫時節,我們強調要對膠黏劑進行充分預熱。
如果是一種膠液工作溫度達標而另一種膠液溫度過低,就會出現因兩者粘度相差過大,混膠不均勻,從而產生隨機性局部不干的故障。
2018年,我們首次在業內提出了“等粘度混合”的概念,其目的正是為了消除雙組分膠溫度誤設置和預熱操作不到位等因素引起的各種不利影響。
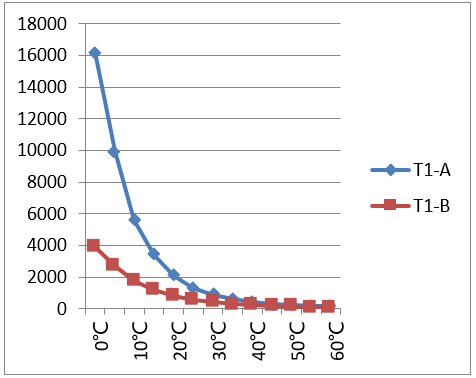
從上圖可以看出,選擇A膠和B膠的工作溫度主要是依據圖表中的水平線。因此每個品牌的合理工作溫度都是不同的。
二、粘度對涂布狀況和一致性的影響
膠黏劑的涂布粘度會影響轉移率和涂布效果。
2018年,我們在C600智能型無溶劑復合機上首次提出了“恒粘度轉移”的概念,正是為了減少或消除涂布單元膠黏劑因為粘度改變而導致的轉移不良和涂布不均勻的不利影響。
等粘度混合和恒粘度轉移是通澤為探索工藝數字化而提出兩個新概念!
即使混合均勻的膠黏劑在涂布單元上也可能出現轉移不良和涂布不均勻的現象。這種現象出現的原因在多數情況下也與膠黏劑溫度異常導致其各種粘度異常有關。
輥筒表面溫度不均勻,或者設定值與實際值相差明顯,導致膠黏劑粘度與期望值不符,轉移和涂布不良,是許多無溶劑復合機都出現過的現象。
輥筒表面溫度不均勻大部分是橫向不均勻(寬度方向不均勻),導致膠黏劑橫向轉移不良,嚴重時涂布基材上能看到諸多縱向線條。其主要來源有兩種:
1)本身設計缺陷,主要加熱系統和輥筒結構;
2)參數設置錯誤,比如沒有根據環境條件調整加熱機溫度值,在環境溫度很低時就出現輥筒兩端溫度偏低的情況,導致無法局部膠黏劑無法正常轉移。
三、粘度對復合效果的影響
在這里,我們先要重新提到兩個概念:涂布粘度和復合粘度。
涂布粘度是指膠黏劑在涂布時的工作粘度。
復合粘度是指膠黏劑在復合時的工作粘度。當然,這里指的涂布和復合分別是指基材經過涂布鋼輥和復合鋼輥的短時或瞬間。
如果復合粘度控制不好,涂布良好的基材也可能出現復合不良或復合強度下降。
發生這類現象的原因主要是復合粘度異常增高。大致有兩種情形:
1)從涂布到復合通常要經過較長的通道,在這一段,基材表面溫度會下降,導致其復合粘度增高。復合粘度增高通常有利于復合穩定性,但有時可能產生相反的效果(比如,不利于流平、需要更大復合壓力壓平等),取決于增高的幅度。
2)停機換料時,通道段基材表面膠層溫度有時會明顯下降、粘度升高,影響復合均勻性和強度。
隨著無溶劑復合應用的推廣應用,單組分膠的使用比例在不斷增加。由于其采用高溫工作溫度(通常80-110℃)、運行速度也較低,上述情形的影響可能更為常見和明顯,甚至會顯著降低復合強度。在織物領域就出現過類似的實例。
四、粘度對收卷效果的影響
與涂布粘度、復合粘度相同,我們在這里還要引進收卷粘度的概念。
收卷粘度是指膠黏劑在收卷時的工作粘度。
一般人都不大會關注這一概念,因為從復合到收卷時間間隔很短,膠黏劑粘度改變不大。但是,當使用冷卻輥或者環境溫度低等情況下,收卷時粘度就會與復合時明顯不同。
而從品質管理的角度看,收卷粘度及收卷狀態恰恰是更重要的一個控制點。
有必要指出,混合的AB膠黏劑的粘溫特性與兩種單膠的粘溫特性是不同的,這方面還需要進一步的專業研究。
總之,膠黏劑的粘溫特性具有從預熱、混膠、涂布、復合到收卷全過程的影響,是無溶劑復合的一個工藝關鍵因素和難題。它同時也為我們展示了下一步工藝優先、操作改進、設備升級的思路和方向。如果能在此基礎上實現的數字化粘度控制,我們就有望獲得優化的工藝條件和最佳品質的質量。
我們在這方面研究已經有了一個良好的開端!
(供稿 左光申)